Advantages
One of the best practices recommended for a better planning of the collection and intervention, if necessary, is to take the oil sample in the preventive average, that is, in the middle of the period indicated by the manufacturer. For example, if in the manual the indication is 500 hours for the collection, in the preventive average this will be done at 250 hours. And what is the advantage of this practice?
Assume your preventive maintenance occurs every 30 days. The data collection in the first 15 days (D15) will come back to you before your D30 schedule. From the results, it will be possible to include, in a timely manner, additional items to the regular checklist. In this way, the machine does not need to stop a second time outside the production schedule. Your scheduled stops become more targeted, assertive and efficient.
Let’s look at some more applications of this practice:
Combustion engines:
You performed the shot on the preventive stocking and the result indicated cooling fluid passage.
Was the field leak test already part of your preventive maintenance? No, but now it can prevent the leak from continuing over the next few days and affecting the heat exchange, possibly even causing the motor to melt down.
Turbomachines:
When collecting in the preventive stocking, a variation in additive loading was indicated, including a decrease in the silicon element. Was observing foaming at each system inspection window, timing its dissipation and even checking for air ingress points in the system already part of your preventive maintenance? No, but now you can avoid microdieseling, cavitation, poor lubrication and low efficiency with greater agility.
Case Study: Tractor Engine
Analysis
The result of the preventive stocking collection showed the presence of high concentrations of sodium and potassium, in addition to the presence of copper, indicating external contamination in the engine lubrication system. The probable source would be the system’s own cooling fluid.
Diagnosis
It was recommended that the heat exchanger be inspected for perforations or cracks that could compromise its integrity. For safety, it was also indicated to verify any washing procedure near the equipment, since residues of degreasing agents could generate a similar effect. It was also recommended to check for oil cross-contamination in the radiator system, in order to confirm further damage to the engine itself.
Solution
Following the recommended checks, it was possible to take advantage of the scheduled preventive maintenance window to check the heat exchanger and perform the leak test, which revealed a puncture in the component. The other inspections were performed on the components, which were found to be intact. Due to the damage observed, it was necessary to replace the heat exchanger, the engine oil and its filter.
Return on Investment
The cost of replacing the heat exchanger, engine oil and filter was USD 1,795.
If predictive maintenance monitoring and the necessary replacements had not been performed, the radiator fluid passage would have continued, impairing the correct cooling of the system, which could lead the engine to melt and the machine to stop its activity. Damage of this magnitude would imply the reconstruction of the engine, at a cost of USD 232.09, without considering losses due to unavailability. The savings generated by predictive maintenance was USD 214.13 (or 92.3%).
Ideal sampling flow – preventive mean
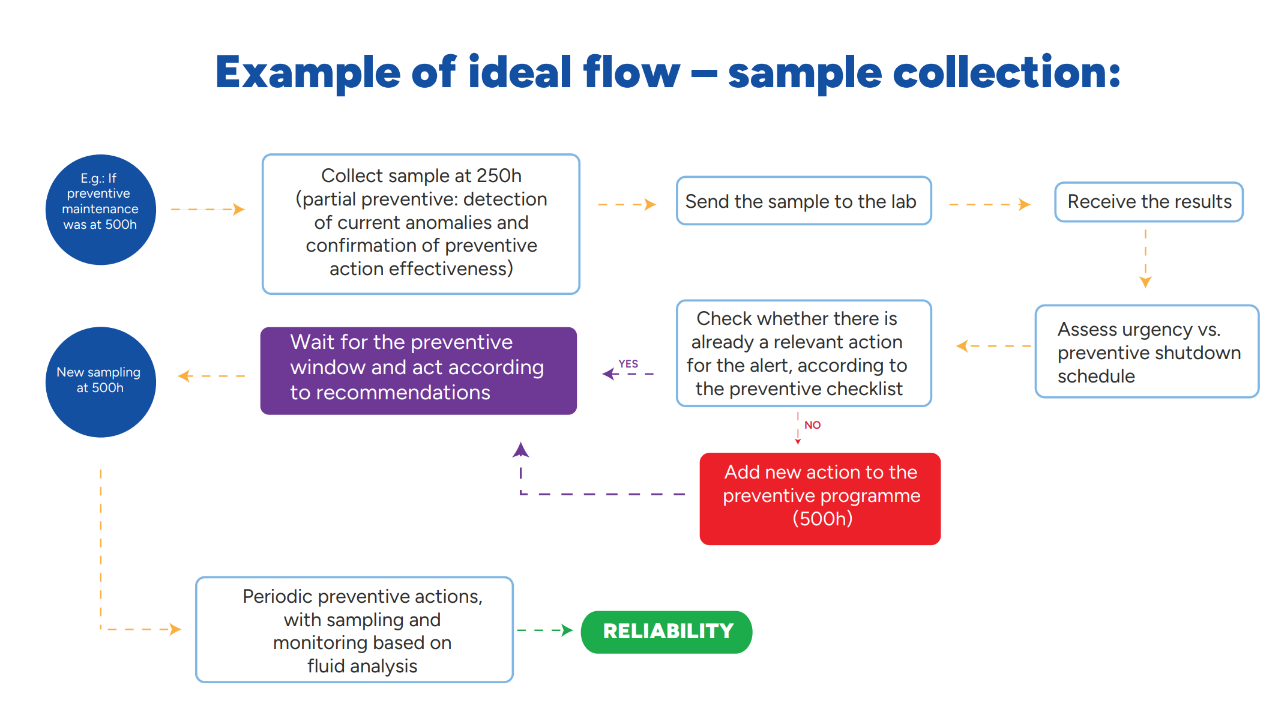
Don’t wait for the scheduled preventive shutdown to collect and only then discover the need for intervention that will force you to stop the machine again. Adopt the “preventive stocking” approach and plan your maintenance actions correctly – schedule your maintenance with ALS!